

























Не потребує особливих доказів, що свердло у процесі роботи втрачає гостроту ріжучої частини, тобто, кажучи просто, тупиться. Тупе свердло не викликає занепокоєння до тих пір, поки не стане потрібним. Ось тоді несподівано з’ясовується, що працювати зношеним або тупим свердлом неможливо. Залишається тільки шкодувати про те, що вчасно не відновлені геометрія і розмір свердла. У цій статті буде розказано, як заточити свердло спіральне, а також свердло з твердими напайками для свердління бетону.

Зміст статті (Содержание)
Як правильно заточити свердло спірального типу
Про заточування свердла по дереву можна не турбуватися, таким свердлом можна працювати багато місяців і навіть років без усякої заточування. На жаль, такого не можна сказати про свердло по металу, яке обов’язково має бути гострим. Тобто, свердлити метал можна виключно гострим, добре заточеним свердлом.
Для втрати гостроти свердла характерний різкий скрип на початку свердління. Не заточене вчасно свердло сильніше виділяє тепло і таким чином, зношується швидше, ніж гостре.
Заточити свердло можна на спеціальних верстатах або за допомогою пристосувань. Природно, при наявності можливості, краще зробити це на спеціальному обладнанні. Але в домашній майстерні таких верстатів, як правило, немає, тому доводиться використовувати звичайний електричний точильний верстат з каменем.
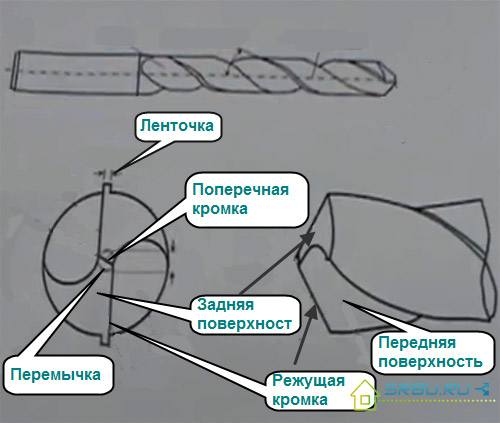
Отже, розглянемо як заточити свердло по металу? Вид заточування залежить від форми, яку слід надати задній поверхні свердла і може бути одноплоскостним, двоплощинним, циліндричним і гвинтовим.
Заточка свердла проводиться за заднім гранях. Обидва зуба (пера) свердла слід заточити абсолютно однаково. Вручну зробити це нелегко. Також непросто вручну витримати потрібну форму задньої грані і потрібний задній кут.
1. Одноплоскостна заточка свердла характерна тим, що задня поверхня пера виконана у вигляді однієї площини. Задній кут при цьому коливається в межах 28-30°. Свердло просто приставляється до кола, таким чином, щоб ріжуча частина йшла паралельно колу і не обертаючи, не переміщаючи проводиться заточення свердла. При такому заточуванні під час свердління можуть фарбуватися ріжучі кромки свердла, що є недоліком даного способу заточування. Це найпростіший спосіб ручного заточення, який можна застосовувати для тонкого свердла діаметром до 3 мм
2. Свердла діаметром більше 3 мм переважно заточувати конічно. Вручну без навичок таку заточку виконати складно, але можливо. Свердло береться лівою рукою за робочу частину як можна ближче до забірного конуса, а правою рукою за хвостик. Свердло притискається до торця шліфувального каменю ріжучою кромкою і поверхнею задньої частини, і злегка погойдується правою рукою, створюючи при цьому на задній пір’яній межі конусну поверхню. Свердло у ході заточування не відривається від каменю, рухи руки повільні і плавні. Для другого пера все повторюється аналогічно.


При заточуванні потрібно постаратися максимально витримати первісну форму заводської поверхні задньої частини, щоб зберегти потрібні задні кути. Якщо заточка зроблена правильно, то на сверлах діаметром до 10 мм вона цілком достатня. При діаметрах вище 10 мм дану заточку можна поліпшити, подточив передню поверхню, як показано на фото:
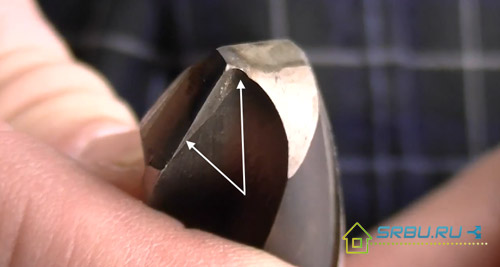
У чому сенс загострювання? За рахунок зменшення переднього кута і збільшення кута ріжучої кромки зростає стійкість до викришування, що збільшує ресурс свердла. Крім того, ширина поперечної кромки стає меншою. Поперечна кромка не свердлить, а кришить метал в центральній частині отвору. На другому малюнку добре видно, що тут вона вкорочена, що полегшує свердління.
Для свердел з обраним маленьким заднім кутом можна додатково підточити задню поверхню. Свердло при цьому менше тре в отворі свердління задньою поверхнею. Див. фото:
У виробничих умовах після заточування, як правило, робиться доведення, яке згладжує поверхню, прибираючи дрібні щербини. Свердло, на якому зроблене доведення, менше зношується, ніж просто заточене свердло. Якщо є можливість, робити доведення – зробіть обов’язково.
Для доведення потрібно використовувати шліфувальні круглі камені з карбіду кремнію зеленого (марка 63С, зернистість 5-6, твердість М3-ЗМ1) на бакелітовій зв’язці, а також круги з ельбору ЛО (зернистість 6-8) на бакелітовій зв’язці.
Нижче представляємо вашій увазі відмінну добірку навчальних відеороликів, подивившись які ви точно зможете заточити свої свердла.
Відео: Ручна загострення спіральних свердел. Частина – 1.
Відео: Загострення спіральних свердел. Частина – 2.
Відео: Сточування перемички ребра свердла. Частина – 3.
Відео: Заточування свердел – додаток.
Як заточити побідитове свердло з напайками
Побідитове свердло також може затупитися. Тупе свердло перегрівається під час роботи, погано свердлить і видає сильний звук. Звичайно, можна поміняти свердло, купивши нове, але краще заощадити і заточити його своїми руками. Для цього вам знадобиться заточний верстат (електричне точило) з алмазним каменем і охолоджуюча рідина. Звичайний наждачний камінь для заточування свердла з побідиту не годиться. До того, як приступите до заточування, переконайтеся, що воно можливе в принципі. Для цього слід поміряти висоту ріжучої частини свердла. При висоті ріжучої частини свердла, тобто напайки близько 10 мм, заточення можливе.
Не забуваємо: чим твердіший матеріал, тим нижче повинна бути швидкість заточування. Кутова швидкість (кількість оборотів обертання каменю) при заточуванні победитового свердла повинна бути зменшена незалежно від того, який інструмент застосовується для заточування.
Заточка свердла виконується короткими мазками свердлом наждачного каменю. Побідитове свердло заточується швидко, як правило вам там потрібно лише трохи підправити кромки, що затупилися, тому слід уважно контролювати процес, щоб не зрізати зайве з робочої поверхні свердла.
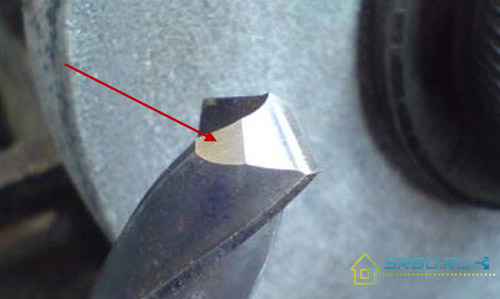
Свердла з напайками рекомендується заточувати аналогічно простим свердлом малого діаметра, тобто слід робити заточку задньої поверхні. При цьому точити задню поверхню слід, як показано на фото, сточуючи свердло до самої напайки:

Бажано підточити передню поверхню. Якщо напайка вже сточена до самого свердла, то без загострювання просто не можна обійтися, оскільки м’який метал, виходить на ріжучу кромку з боку передньої поверхні. Передня поверхня одночасно погіршується так, щоб товщина центру напайки стала меншою.

Під час заточування свердла намагайтеся бути точним і уважно стежте за тим, щоб його ріжучі бока були одного розміру. Якщо це не вдається досягти, то зміщений центр осі обов’язково призведе до того, що отвір свердління буде збільшеним і нерівним. Незалежно від пристрою, на якому виконується заточка, потрібно контролювати співвідношення передніх і задніх кутів кромки різу в напрямку обертання. Ще одне правило, якого слід дотримуватися, щоб правильно заточити свердло по бетону: чим твердіше матеріал, тим більший кут заточування. Для побідиту він складає 170 градусів.
В процесі точіння не можна допускати нагрівання свердла, оскільки можуть з’явитися тріщини і можливе відшарування твердосплавних пластин. Для того, щоб не допустити цього, періодично слід охолоджувати свердло рідиною. Для охолодження можна використовувати звичайну воду.
Пропонуємо переглянути добірку відеороликів із заточування свердел з побідитовими напайками.












